
- 24 Ιουλίου, 2024
- Posted by: Thanos Kalfopoulos
- Categories: Νέα, Παρουσιάσεις-Σεμινάρια
Need a CAD model for documentation, 3D printing or manufacturing and have no drawings?
Best practices and workflows to achieve great reverse engineering results from 3D scanning and complimentary techniques.
In this article, we present important considerations in support of reverse engineering with 3D scanning, often referred to as “3D scan to CAD.” Elevating these aspects should help plan for and execute the work efficiently, avoid costly mistakes, and clarify what’s important for success. Here, we focus on physical parts and the need to develop a 3D CAD (computer-aided design) model, which has become standard practice for defining geometry, size, and shape. CAD is also the foundation for most manufacturing, subcontracting, and quality control activities in most industries.
What is reverse engineering?
The term “reverse engineering” comes from the need to reverse the typical steps of designing and manufacturing products, starting with an already manufactured item and using it to derive the design. Reverse engineering (RE) of physical parts involves creating a 3D model from a representative sample piece that can then be used to manufacture more.
Why do we need reverse engineering?
The primary need for reverse engineering stems from the need for a 3D CAD model when none exists or is not available to the manufacturer that needs it. The 3D CAD model is necessary because they have become the default industry standard of product definition for computer-aided manufacturing and product lifecyle baseline. Reverse engineering an item eliminates the need to start from scratch to design a part, helping to prevent “re-inventing the wheel.” With RE, we use a sample item for our baseline for design, manufacture, measurement, testing, and evaluation. We can typically count on the finished product to be consistent with our sample, making it the best solution to meet stated goals.
PART 1 – Foundations, Technologies, & Preparation
Why is 3D scanning often preferred for reverse engineering, and how does it compare to contact probing methods?
There are pros for non-contact scanning and there are pros for tactile probing methods, but for many parts scanning works better or is essential. Following is a look at the benefits of 3D scan to CAD, and what might be better suited to probing. A hybrid of both techniques may be the best approach at times.
Scanning VS Probing
Pros for scanning:
- While simple geometric features like planes, holes, and flats can be measured with hand tools such as calipers, micrometers, and height gages,
 shapes that are non-geometric, complex contours (for example, an aircraft airfoil or an automotive body panel) cannot easily be reverse-engineered with gages.
shapes that are non-geometric, complex contours (for example, an aircraft airfoil or an automotive body panel) cannot easily be reverse-engineered with gages.- Soft, non-rigid parts are not suitable for contact probing since they deflect when touched by contact probes or gages. Also, some are delicate, and therefore, it is desirable to use non-contact methods. Super-complex, organic shapes (such as a person or animal intended to be manufactured as a figurine) are almost impossible to reverse engineer using contact probes or gages.
- Scanning gathers a lot of data quickly, so it can be a major productivity tool. While contact probing with CMM-type devices is often used for reverse engineering, non-contact scanning can make it faster and easier.
- 3D scans can cover the entire part, including fillet radii and fine details that are desirable to be captured.
- There is no need for probe compensation. Contact probes use a ball-type tip or “stylus,” the centerpoint which must be captured and offset to the theoretical contact point by the measuring device and 3D scanning software.
Pros for probing:
- Probing and gages can be more accurate than scanning. Most scanning methods are said to contain around 0.002 in. (0.05 mm) accuracy error on average. Contact probing and gages can
 produce more accurate results.
produce more accurate results. - Non-contact scanning is line-of-sight measuring and often cannot obtain good data inside holes or obscured features. Most of the time these types of features can be digitized with contact probes.
- Scanning provides a lot of point cloud or mesh data. Large data files can be burdensome to handle, often challenging for computer performance and storage. The large datasets can include an over-abundance of data that is more intrusive than beneficial. It usually takes time to clean the data of erroneous “overspray” or “noise.” It can take longer to turn a dense point cloud into a feature or surface than probing or hand gaging it.
- Scanning systems typically are a much larger investment than probing.
- Scanning can have many of issues with surface reflectivity, color, or finish. It may take a while to get a good scan, or may not be possible at all. Often times parts must be sprayed with some type of coating to allow scanning.
Differentiating Between DESIGN INTENT and AS-BUILT Use Cases
 Is the purpose of a reverse engineering project because there is no CAD model for the part? Maybe it’s a historic design that was not designed in CAD, so there never was a model. Or it could be a part designed by an OEM or other manufacturer who isn’t open to providing the model. Another common need typical with aviation MRO (maintenance repair and overhaul) providers is in circumstances where older aircraft experience an AOG condition (aircraft on the ground – out of service). At times, the aircraft has a broken part, and the repair station cannot find a replacement. Reverse engineering of an old or failed part may be needed for the solution. Another common occurrence is aging military aircraft that were designed and manufactured decades ago. Contractors often embark on a “service life extension program” or SLEP to keep them flying longer than originally intended. In the automotive aftermarket, parts manufacturers design and build much sought-after options and add-ons, or restorations for classic cars, that consumers are anxious to buy. Since car manufacturers do not offer their intellectual property for the aftermarket to use, mounting and clearance geometry must be reverse-engineered. When it comes to industrial machinery, often their components are no longer in production by the OEM but are needed to repair and extend the life of the equipment. In all of these scenarios, the purpose of RE is rooted in the need to capture the product’s “design intent.”
Is the purpose of a reverse engineering project because there is no CAD model for the part? Maybe it’s a historic design that was not designed in CAD, so there never was a model. Or it could be a part designed by an OEM or other manufacturer who isn’t open to providing the model. Another common need typical with aviation MRO (maintenance repair and overhaul) providers is in circumstances where older aircraft experience an AOG condition (aircraft on the ground – out of service). At times, the aircraft has a broken part, and the repair station cannot find a replacement. Reverse engineering of an old or failed part may be needed for the solution. Another common occurrence is aging military aircraft that were designed and manufactured decades ago. Contractors often embark on a “service life extension program” or SLEP to keep them flying longer than originally intended. In the automotive aftermarket, parts manufacturers design and build much sought-after options and add-ons, or restorations for classic cars, that consumers are anxious to buy. Since car manufacturers do not offer their intellectual property for the aftermarket to use, mounting and clearance geometry must be reverse-engineered. When it comes to industrial machinery, often their components are no longer in production by the OEM but are needed to repair and extend the life of the equipment. In all of these scenarios, the purpose of RE is rooted in the need to capture the product’s “design intent.”
In contrast, reverse engineering is sometimes called upon to capture the “as-built” condition of a part. Examples include castings or forgings that are purposefully designed to their near-net shape with “plus material” built into the design. Subsequent to initial forming operations, these parts then undergo machining to take them to the final design condition. Similarly, it can be beneficial to utilize an as-built model for stamped sheet metal, plastic, or composite molded parts. Sheet metal springback and molded part warpage create the need to know what the tooling produces so engineers can make accommodations. Another application is when large parts and tools are made with plus material intentional to the design, with the plan to machine to the net shape after forming. Manufacturers reverse engineer these large surfaces so they can program their CNC machines to the as-formed surfaces to save time and money.
DESIGN INTENT Modeling Explained
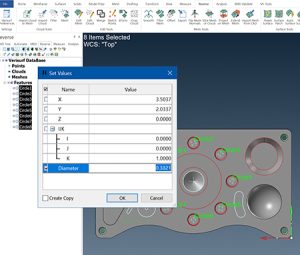
Design intent modeling is what most think of when they think of RE. It typically requires intense attention to detail and specificity, both during the data acquisition as well as modeling tasks. In this process, data is gathered, measured features are scrutinized to understand each one’s purpose, and then dimensions, spacing, angles, and patterns are “normalized” to adjust for design intent. For example, if a hole measures 0.2497 inches in diameter, one might assume the original blueprint called for a ¼ inch hole. If it’s part of a five-hole bolt pattern that appears to be concentric around a single center point, one can assume that each hole should be placed at equal angles around the pattern. If the hole is almost exactly one inch from the edge of a flat surface, it’s safe to assume that was the intent. Therefore, the engineer would place the hole center exactly one inch from the edge instead of the imperfect distance it measured.
Some engineers choose to do more of the work in their CAD software in which they have great skill and comfort. Some do most or all of the CAD creation right within their metrology software. Not all 3D scanning software has full CAD capabilities built in, but software such as Verisurf is built on a CAD foundation and, therefore, has everything you need within the metrology application.
 Having all the tools in one software can be helpful, as it is an iterative process that often requires bouncing back and forth between the original acquired data, the part itself, and the emerging CAD model. When working to capture the design intent, one must make assumptions that have to be tested and sometimes modified a few times before settling on the best option. The ability of one person with the ability to do everything in one place can make it easier and more accurate.
Having all the tools in one software can be helpful, as it is an iterative process that often requires bouncing back and forth between the original acquired data, the part itself, and the emerging CAD model. When working to capture the design intent, one must make assumptions that have to be tested and sometimes modified a few times before settling on the best option. The ability of one person with the ability to do everything in one place can make it easier and more accurate.
AS-BUILT Modeling
Capturing the as-built condition is much more straightforward. The task is to create a 3D model of the part exactly as it has been produced. Often it is just a particular feature or surface that’s of interest, and not the whole part or assembly. The model should reflect the part that results from the production tooling, equipment, methods, conditions, and operations that made it. Production processes that are notorious for variability are good candidates for modeling the as-built condition.
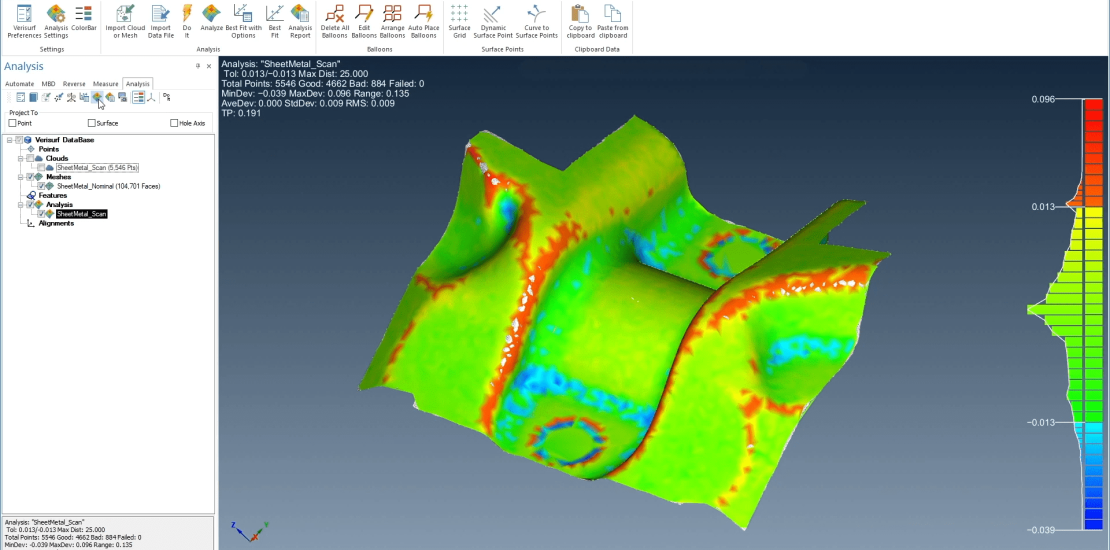
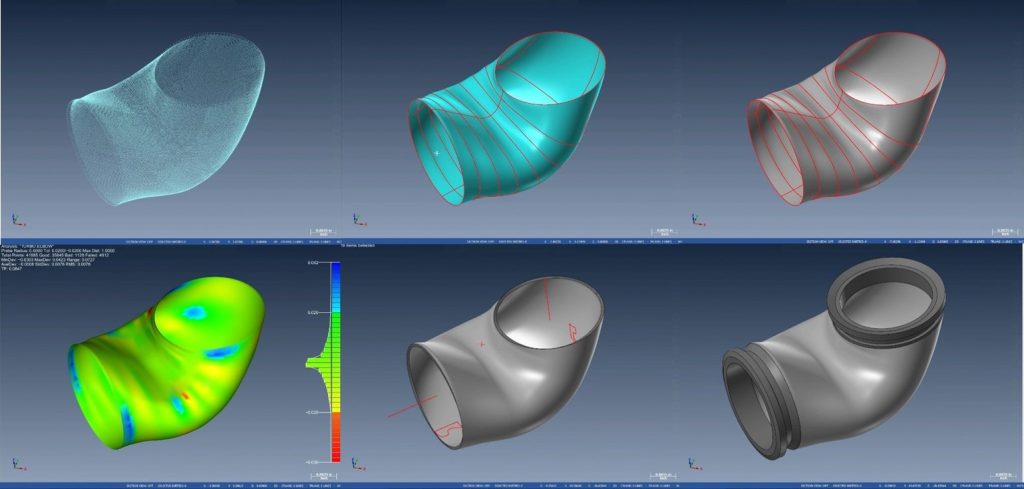
This is a standard procedure for engineering and manufacturing to make adjustments to the production tooling and processes. On the other hand, they may find it works best to accept the product as-is if it meets form, fit, and function requirements. In this case, they need the as-built model so they can then establish it as the design authority model, replacing the theoretical model with the as-built version for full production. Downstream processes, suppliers, and customers will need it for their activities.An important asset to any as-built project is a deviation color map of the as-built versus the CAD design surfaces. Manufacturing can use it to paint a clear picture of what their process is yielding, and use it to direct adjustments as required. A common application is for final CNC machining to the engineered finished condition. The CNC department can use the as-formed surface models to program cutter paths to the true surfaces as they come off of the preceding sequence. Doing so, programming the CNC machines to the as-built surfaces avoids “cutting air,” and saves a lot of expensive machine time.
Software – its importance in 3D scanning and reverse engineering
The metrology software plays a key role in the complete project including the actual engineering part of reverse engineering. Some of the key functions are:
- Operation and management of the scanner through the OEM’s and 3D scanning software’s handshake interface, which streams the data and controls key calibration and utility features of the device. Some scanners are run offline, separate from the metrology and CAD software. In this case, data is gathered and then exchanged by file transfer for further processing.
- Alignment of the scanner and/or measurement device to the workpiece and the 3D reference system of the metrology software. Alignment can be accomplished before or after scanning. Typically, it works best to align to features on the part before scanning.
- Visualizing the scan is a very important aspect of the job. The operator needs to have a clear view of how the data is coming in, whether they are getting a good scan, and whether voids are occurring.
- Device relocation as required (also known as “leapfrogging”).
- Merging and aligning scans as required, either point clouds or meshes.
- Clean up, filtering, and smoothing of the data, rendering point clouds to a mesh, and refining the data to make it more useable.
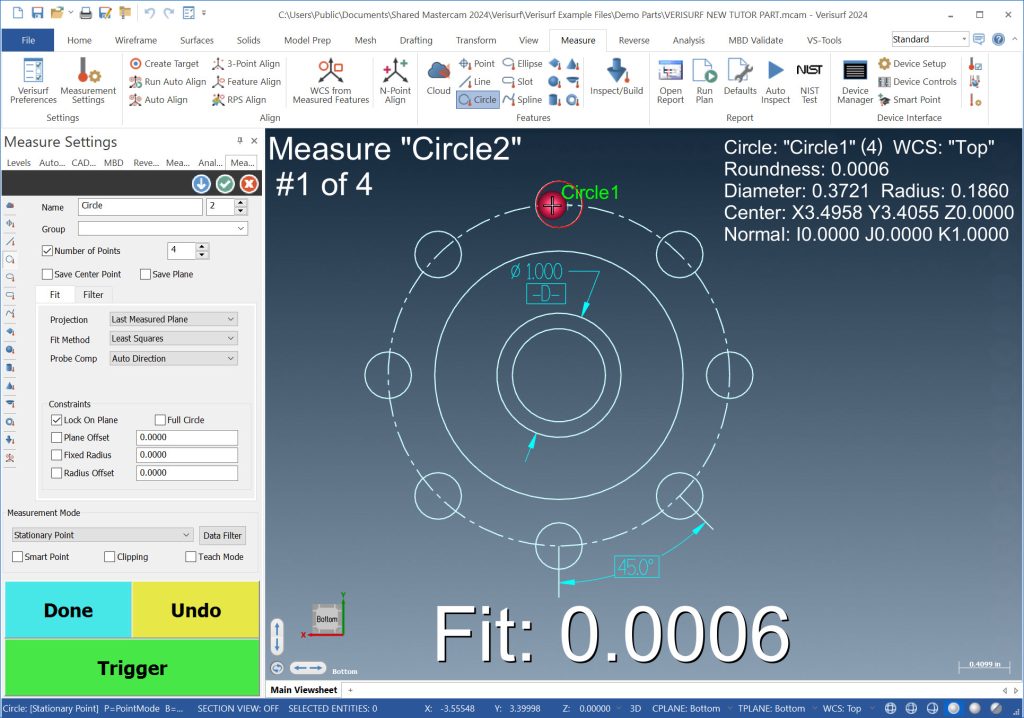
- Feature fitting for primitive features such as planes, holes/cylinders, spheres, slots, etc., is best done in the metrology software. It has many fit methods (such as NIST2 math verified) and filters to achieve the correct size and position. If scanning and measuring are being done by a probing device, necessary probe compensation is done during measuring.

Meshing – a robust suite of mesh tools are essential
Polygonal meshes are almost always used in 3D scanning reverse engineering projects. The dense point cloud that is spread across the scanned surfaces like a coat of paint by the scanners, can be converted into a “watertight” mesh that represents the entire part geometry. Numerous surfacing tools within reverse engineering software can convert meshes or mesh segments into primitive features such as cylinders, planes, spheres, etc., and also lofted NURBS (non-uniform, rational b-spline) surfaces that define organic, free-flowing shapes. However, it’s important to note that meshing is not the only way to get from scanned data to CAD. Slicing and feature-fitting from point clouds are also possible without the use of meshes. Nevertheless, meshes are frequently used in some stages of the RE process.
While 3D polygonal meshes (STL-type “surfaces”) do not have to be used for all reverse engineering, it has become quite common. STL formats are used in 3D printing and other additive manufacturing, and they are the typical CAD type used to build, fit, combine, and consolidate geometry. While STL is not true CAD surfaces or solids itself, it can be used to create NURBS surfaces or solids geometry. Surfaces and solids can be converted to fully parametric 3D models suitable for engineering design and best for modifications that may come about.
Some engineers choose to do more of the work in their CAD software in which they have great skill and comfort. Some do most or all of the CAD creation right within their metrology software. Not all 3D scanning software has full CAD capabilities built in, but software such as Verisurf is built on a CAD foundation and, therefore, has everything you need within the metrology application. Having all the tools in one software can be helpful, as it is an iterative process that often requires bouncing back and forth between the original acquired data, the part itself, and the emerging CAD model. When working to capture the design intent, one must make assumptions that have to be tested and sometimes modified a few times before settling on the best option. The ability of one person with the ability to do everything in one place can make it easier and more accurate.
Making a plan – essential for low-stress success
Begin with the end in mind.
The end product and how it will be used can influence decisions you make along the way. The requirements for accuracy are amongst the highest importance of all aspects of the job. A
 product where appearance is the top priority will have a different approach than one where accuracy is the driving factor. When it comes to accuracy, sheet metal or
product where appearance is the top priority will have a different approach than one where accuracy is the driving factor. When it comes to accuracy, sheet metal or
plastic formed parts like car fenders or aircraft fairings, may have a tolerance of +/- 0.030” (0.8 mm), but machined gears or intricate mating parts might need something like 0.0002” (0.005 mm). Furthermore, the form, fit, and function of the part can lead you to specify tighter tolerances for mounting features or other functional shapes. You might even need to consider GD&T constraints as you evaluate features and the role they play in the part design. For example, rails that are part of a sliding mechanism could present a necessity where parallelism is essential and needs to be called out in your finished engineering model.
Consider CAD data requirements – CAD model file type, level of completion, 2D drawings
 Consider the required data format(s) of the finished model. For instance, will a SolidWorks file format solid model, paper drawings, or both be needed, or something else? This may be influenced by how the part is to be manufactured. If some features are rough, as-cast, non-mating “runoff” areas, they won’t require the same precision and detail as sealing or even mating features. Those features will require legitimate engineering principles to be applied but will not require the same level of accuracy that other details will.
Consider the required data format(s) of the finished model. For instance, will a SolidWorks file format solid model, paper drawings, or both be needed, or something else? This may be influenced by how the part is to be manufactured. If some features are rough, as-cast, non-mating “runoff” areas, they won’t require the same precision and detail as sealing or even mating features. Those features will require legitimate engineering principles to be applied but will not require the same level of accuracy that other details will.
Ambient conditions – making accommodations
Understand the conditions in which the data will be taken. Is it indoors, free-state, or in situ on an assembly, stable or moving, or will it be subject to vibration or other environmental conditions for which you need to accommodate? There are solutions for all of these conditions. For example, with parts that might incur movement, there are dynamic reference systems either integral to the metrology or as an external technology. For temperature variations such as outdoor work, CTE (coefficient of thermal expansion) can be accommodated by the metrology software or through manual scaling. There is a lot that could be covered on the topic of ambient conditions, enough that a more comprehensive article would be best.
for which you need to accommodate? There are solutions for all of these conditions. For example, with parts that might incur movement, there are dynamic reference systems either integral to the metrology or as an external technology. For temperature variations such as outdoor work, CTE (coefficient of thermal expansion) can be accommodated by the metrology software or through manual scaling. There is a lot that could be covered on the topic of ambient conditions, enough that a more comprehensive article would be best.
Moving the part – Device relocation, leapfrogging, or turntables for access to the entire workpiece
 An important aspect of planning the job is the need for relocating or re-fixturing the part to gain access to areas that can’t be reached from one perspective. This can be achieved through “leapfrogging,” or relocation fixtures. Drift nests are a hockey-puck-like tool that is often used especially in large volume metrology. Photogrammetry targets are often a reflective, round sticker or a sphere with mounting base. There are magnetic targets, or one can use simple round washers and a hot glue gun to get the job done. Some jobs using camera-based scanners can use the photogrammetry dots providing a dynamic reference system that allows free movement of the part even while scanning. Another solution is a rotary table that can have its own encoder, which enables a dynamic reference system and access to all sides of the part being scanned, and precluding the need to re-fixture the part or scanner.
An important aspect of planning the job is the need for relocating or re-fixturing the part to gain access to areas that can’t be reached from one perspective. This can be achieved through “leapfrogging,” or relocation fixtures. Drift nests are a hockey-puck-like tool that is often used especially in large volume metrology. Photogrammetry targets are often a reflective, round sticker or a sphere with mounting base. There are magnetic targets, or one can use simple round washers and a hot glue gun to get the job done. Some jobs using camera-based scanners can use the photogrammetry dots providing a dynamic reference system that allows free movement of the part even while scanning. Another solution is a rotary table that can have its own encoder, which enables a dynamic reference system and access to all sides of the part being scanned, and precluding the need to re-fixture the part or scanner.
Choosing the right type of scanning device
When evaluating choices for the appropriate scanning device(s) there are a number of considerations which can lead you to select the best scanning system for your needs. And unfortunately, there may be a necessity to compromise and decide which option is the best choice albeit not perfect in all aspects of the job.
- Accuracy requirements

- Size of the workpiece
- Access to features, such as those obscured from line-of-sight
- Surface finish – rough or smooth, light or dark color, shiny or matte finish
- Surface softness or vulnerability
- Other factors
Again, devices will be chosen based on the best but not perfect choice, or availability may be the deciding factor. The options vary widely in terms of the cost of equipment. For non-contact scanners versus tactile CMM-type devices, it should be noted that for soft parts and for those with highly undulated or rough surfaces, non-contact is the only way to go. For tight tolerances, contact CMM devices are best.
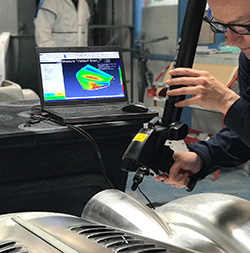
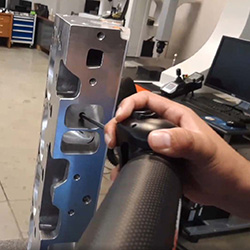
Articulating Arm & Scanner Combo
 This solution has the advantage of non-contact, high volume data acquisition of the scanner and also the ability to probe holes into the part beyond reasonable access of the scanner. The probe typically is more accurate than the scanner and therefore may be chosen for features that require higher accuracy such as datum features, with holes and slots being of greatest relevance.
This solution has the advantage of non-contact, high volume data acquisition of the scanner and also the ability to probe holes into the part beyond reasonable access of the scanner. The probe typically is more accurate than the scanner and therefore may be chosen for features that require higher accuracy such as datum features, with holes and slots being of greatest relevance.
Structured Light Scanner
These devices take a lot of data very quickly and can be focused for accuracy or field of view, whichever is the more critical. They acquire cleaner point clouds than articulated arm scanners and require less cleanup, averaging, or smoothing, especially in areas of overlapping scans. Scanners attached to arms have the disadvantage of error induced by the articulating joint encoders, which makes overlapping scans a bit noisy. These devices may take longer to finish the job because it may be necessary to use another means to get data in holes or features that are not accessible to line of sight.
clouds than articulated arm scanners and require less cleanup, averaging, or smoothing, especially in areas of overlapping scans. Scanners attached to arms have the disadvantage of error induced by the articulating joint encoders, which makes overlapping scans a bit noisy. These devices may take longer to finish the job because it may be necessary to use another means to get data in holes or features that are not accessible to line of sight.
Contact Probing CMM (Coordinate Measuring Machine)
 CMM-type devices will do an acceptable job for reverse engineering certain types of workpieces and certain types of shapes. In fact, there are times when contact CMM devices are better than high-volume scanners. When high accuracy is important, it may be the only solution since they are typically around 0.0002” (0.005 mm) in accuracy and non-contact scanners are around 0.002” (0.05 mm). Please note that these values are only ballpark and can vary widely, but these numbers give you an idea of what you are up against. Something that is important to note, and it is not a popularly understood reality, is that touch probe or hard probe CMM devices can not only do the reverse engineering work, but they can often do it as well or better than non-contact scanners.
CMM-type devices will do an acceptable job for reverse engineering certain types of workpieces and certain types of shapes. In fact, there are times when contact CMM devices are better than high-volume scanners. When high accuracy is important, it may be the only solution since they are typically around 0.0002” (0.005 mm) in accuracy and non-contact scanners are around 0.002” (0.05 mm). Please note that these values are only ballpark and can vary widely, but these numbers give you an idea of what you are up against. Something that is important to note, and it is not a popularly understood reality, is that touch probe or hard probe CMM devices can not only do the reverse engineering work, but they can often do it as well or better than non-contact scanners.
Organizing the Data – for Clarity and Efficiency
The complexity of the workpiece governs the structuring of the model. But in general it helps to organize the data with the use of CAD levels (a.k.a. layers), different colors, and naming items as you can. Use names in the CAD Levels Manager and/or CAD tree so that you can recognize and do things with the groupings. It will be helpful to turn things on and off, or to move, scale, or make other changes to groups all at once and avoid the need to handle several entities one at a time. Use terms that make sense to you but also likely to make sense to others, in case you will be handing off the rough data or work-in-progress model to someone else to finish.
you can. Use names in the CAD Levels Manager and/or CAD tree so that you can recognize and do things with the groupings. It will be helpful to turn things on and off, or to move, scale, or make other changes to groups all at once and avoid the need to handle several entities one at a time. Use terms that make sense to you but also likely to make sense to others, in case you will be handing off the rough data or work-in-progress model to someone else to finish.
Determine a Strategy for the Part Coordinate/Reference System and Primary Datums
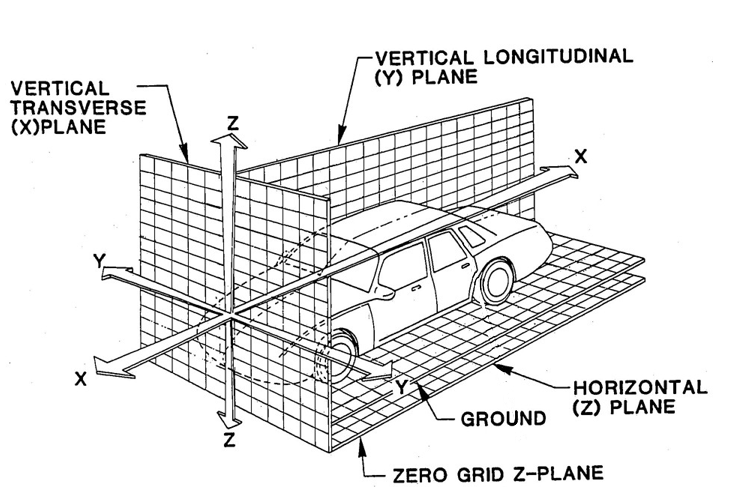
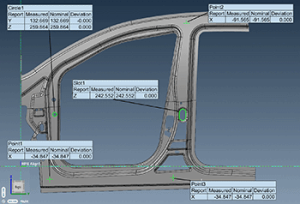 The CAD reference system sets the zero planes of the coordinate system’s X, Y, and Z axes. (See illustration below of an automobile reference system.) The philosophy for the coordinate system is typically based on the form, fit, and function of the part, and usually is dependent on how it attaches to the next assembly if there is one. If the part has a flat that represents the main parting surface for mating with the next assembly, it is probably a good “Datum A” from which to orient the origin at the Z plane (the plane that lies on the X & Y axes and is the location of the origin/zero of the Z axis). Metrology relies on the 3-2-1 principle of alignment and datum structure for controlling parts and assemblies within a reference system. Therefore, the second element to define for the reference system is typically the X axis, and if available it is customary to use a straight line parallel to X or two features with centerpoints that can be used for the line orienting X. The final element required to control the “six degrees of freedom” is Datum C, which will serve to set the part’s translation along or parallel to the X axis, to set the origin along the final axis, typically the Y axis. This can be a point along an edge or line, or the center of a hole or a boss.
The CAD reference system sets the zero planes of the coordinate system’s X, Y, and Z axes. (See illustration below of an automobile reference system.) The philosophy for the coordinate system is typically based on the form, fit, and function of the part, and usually is dependent on how it attaches to the next assembly if there is one. If the part has a flat that represents the main parting surface for mating with the next assembly, it is probably a good “Datum A” from which to orient the origin at the Z plane (the plane that lies on the X & Y axes and is the location of the origin/zero of the Z axis). Metrology relies on the 3-2-1 principle of alignment and datum structure for controlling parts and assemblies within a reference system. Therefore, the second element to define for the reference system is typically the X axis, and if available it is customary to use a straight line parallel to X or two features with centerpoints that can be used for the line orienting X. The final element required to control the “six degrees of freedom” is Datum C, which will serve to set the part’s translation along or parallel to the X axis, to set the origin along the final axis, typically the Y axis. This can be a point along an edge or line, or the center of a hole or a boss.
Why go to all this trouble? You need a zero point and directions from which to measure. A good example is hooking a tape measure over the end of a piece of lumber to measure it. That end where you hook the tape measure is the datum, albeit you are just measuring in “1D” and not 3D.
Feature Fitting within the 3D Scanning Software
Typically the software used to run the measuring device and scan t